
Solenoid Valve Applications
In this blog, we are going to be giving examples of Solenoid Valve Applications.
We are able to describe these applications because a lot of them utilise the M&M International range of solenoid valves.
We will also list the valve we recommend for the select application.
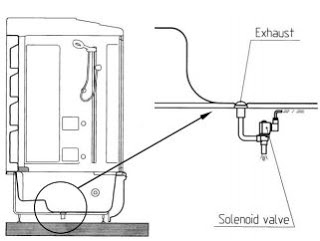
Solenoid valves in air compressors
The way the solenoid valve will work in the compressor is as follows:
When the system is operating, the electric motor runs the compressor, which takes in filtered air. It then compresses it, sends it to the refrigerator and then finally to the tank.
During this stage, power flows to the solenoid valve (coil, to energise it). This closes the circuit keeping it under pressure.

When the tank reaches the requested pressure reading, a pressure switch stops the motor. This checks the valve and keeps the air inside the tank.
To prevent the compressor from remaining under pressure for too long and to avoid damage, the power stops and the solenoid valve opens. This allows it to exhaust the air still in the circuit.
There are three variants of solenoid valves that would be suitable for this application, the RD236, the RB214 and the RB203.
The RD236 and RB214 are direct acting solenoid valves whilst the RB203 is a pilot operated solenoid valve.

Here is a PDF file with a bit more detail about solenoid valves in this application:
Solenoid Valves In Air Compressors
Solenoid Valves In Metering Valves
The system operates as follows. First corn is ground and silos stock the flour. The flour then moves from the silos into a tank, which mixes with water. The mixture thus obtained is distributed to the network by a pump.
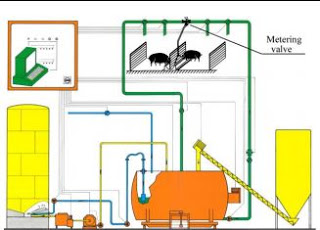
The MV intercepts the feedstuff and regulates its distribution to the manger thanks to the elastic diaphragm. The air pressure that the solenoid valve lets into the upper chamber, is what operates the diaphragm.
As a matter of fact, when you de-energise the solenoid valve (which is on the cover of the MV), air flows from P to B, and presses the diaphragm and closes the MV. When energising the solenoid valve, air from the chamber exhausts from B to R and the MV opens.
The variant of solenoid valve suitable for this application is:
Solenoid valves in press safety valves
Two 3-way solenoid valves are in this application.
When they are de-energised, they close the inlet of pressurized air from P and connect outlet A to the exhausts R.
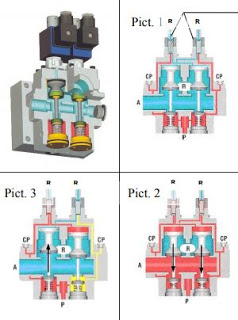
Pressure gauges CP control the value of pressure inside the pipes.
An electronic panel operates the two solenoid valves at the same time.
The solenoid valves close their own exhausts allowing air to flow through the pipes to the piston chambers, which the pressure holds down. At this time air can flow from P to A.
To simulate a failure, only de-energise the coil of the valve on the right and the piston on the left would move upwards by the spring because of a lack of pressure and would open the exhaust. Air from P would flow towards R thus blocking the valve, which would operate again only when the system was safe. Restoring the stand-by position automatically resets the valve.
The solenoid valve variant we recommend is:
Solenoid valves in vibrating feeders
A circular vibrator consists of a vibrating base, a container and a separate electronic controller for setting the excursion of the vibration Containers can be of various shapes: cylindrical, conical, or stepped. They have a spiral guider in the internal wall that allows small parts to ascend to the linear feeder. A magnet operates a pulsating force on the container and the vibrations thus produced move the small parts forwards along a track inside the container.
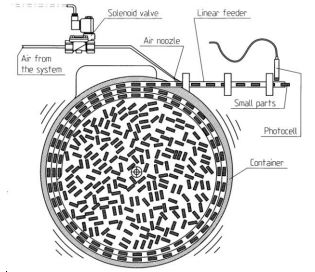
A series of traps at the end of the track select parts in a wrong position and let them fall at the centre of the container so that only parts in the correct position go past. A solenoid valve intercepts compressed air from the system and shoots it against the small parts to push them into the assembly machine.
A photocell is at the mouth of the feeder.
When the container is empty, the system detects a failure, the vibrator stops, a warning light turns on and the de-energised solenoid valve interrupts the blast of air. Only the intervention of an operator can reset the process.
The most frequent failures are due to parts that are in the incorrect position or the container is empty.
The type of solenoid valve suitable for this application is:
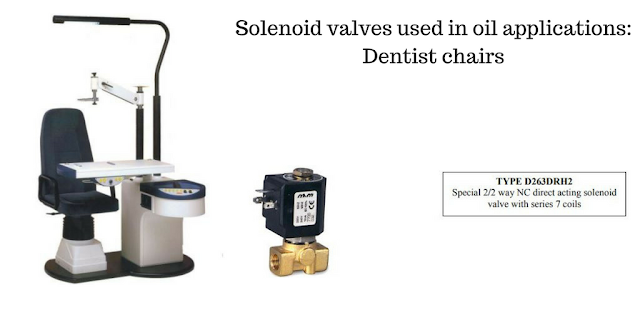
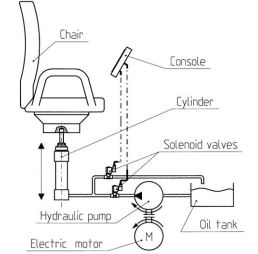
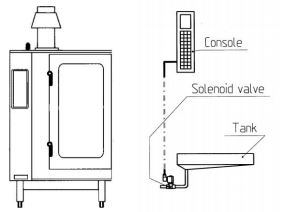
Solenoid valves used in dentist chairs
Integrated station with all the necessary dental or ophthalmic equipment, complete with automatic chair and adjustable lamp. The operator can easily use all automatic functions through a console. The chair lifting system works under the thrust of a hydraulic cylinder operated by the medium (oil). However, compared to a mechanical system, the hydraulic thrust has the advantage of a “smoother” movement. Two solenoid valves are what regulates the height of the chair. The pump takes oil from the basin and lets it into the circuit, at a pressure of 12-13 bar. Pressing a button on the console operates the solenoid valve. It intercepts the oil in the pump and sends it to the cylinder.
The cylinder enables hydraulic energy to be turned into mechanical energy thus lifting the chair to the desired height. By pushing another button, the second valve opens. Under the effect of the overhanging weight, oil under pressure inside the cylinder exhausts into the basin. The chair compresses under the pressure.
The type of solenoid valve that would be suitable for this application would be:
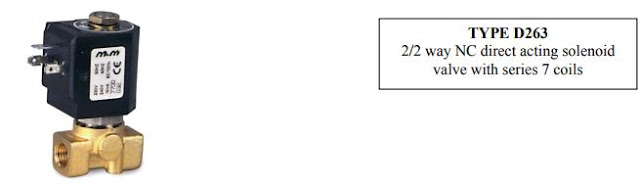
We recommend a special version of the D263 valve for this application.
Unlike the standard valve, there is a cone-shaped spring on the plunger, with a heavier load. With this option, fixed core and plunger do not stick due to the viscosity of the medium when the valve closes (i.e. after removing power to the coil).
The plunger has a Ruby seal. A Ruby seal guarantees very high performances.
Solenoid valves in automatic hot drinks dispenser
Hot drinks dispensers distribute coffee, tea and other hot drinks quickly. They are usually in public areas, work offices and also, private facilities.

Vending machines for espresso or lyophilised coffee and soluble hot beverages. The main feature of vending machines consists in a quick distribution of coffee, tea, milk and chocolate in working places, public or private facilities (offices, factories, hospitals, schools, bars, restaurants, etc.).
Vending machines usually consist of two supplying groups, one for coffee and one for soluble beverages. This sheet describes the operation of the group for soluble beverages, specifically the use of vending valves with media at atmospheric pressure.
The sequence of distribution is the following. First the plastic glass is positioned, then sugar is supplied and finally, the beverage and the coffee spoon are delivered.
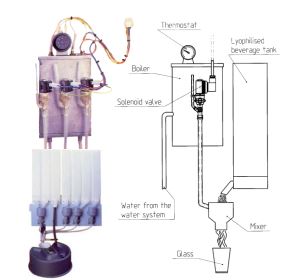
When the user selects the product on an electronic push-button panel, the infusion process activates.
A volumetric dispenser prepares a single-dose of powder into the mixer.
The vending valve delivers hot water at a temperature of 90-95°C to the mixer from the boiler. An electronic system keeps the level of water inside the boiler constant by letting in fresh water from the supply.
Finally, the mixer exploits the centrifugal force to dissolve the powder in water and so obtain the beverage. After the mixing operation, the mixer stops and gravity delivers the beverage into the glass.
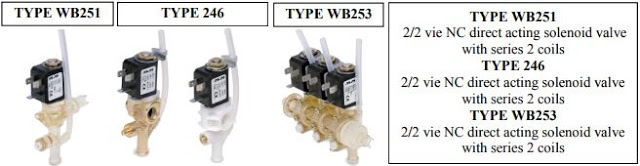
The types of solenoid valves used in hot drinks dispensers are:
Solenoid valves in coffee-in-cartridge dispensers
Coffee-in-cartridge dispensers are used to provide coffee and other hot beverages from cartridges, these are usually semi-automatic.
Semi-automatic coffee-in-cartridge dispensers complete with hot water delivery heads are used to supply coffee and soluble beverages in a cartridge.

The hydraulically moved coffee infusion unit automatically expels the cartridge into the specially provided container.
We can equip the dispenser with a support cabinet with cup dispenser, spoon and sugar drawer and product storage compartment with door. Small dimensions and easiness of use make them not only suitable for household appliances but also suitable for shops, offices, associations, laboratories, hotels and wherever there is no requirement for a constant supply.
A vibrating pump sucks up water from a tank, which, two three-way solenoid valves intercept.
The former supplies the hydraulic actuator, the latter delivers water to the boiler. The boiler is always full of hot water, and a thermostat can adjust the temperature. We install the external thermostat on the actuator stem. We also equip it with a feeler pin nozzle, which, after pressing a button, delivers hot water.
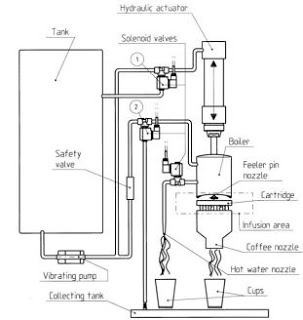
The Operation
The operation starts when the cartridge is in; the two solenoid valves open at the same time and the actuator pushes the boiler downwards against the cartridge.
A safety valve above the second solenoid valve prevents water from flowing out before the actuator has descended completely.
When the pressure reaches 9-10 bar (this takes about 10 seconds). The Safety valve opens and cold water flows into the boiler. This happens while the previously warm water flows out and filters through the cartridge.
The mixture produced (coffee, tea, chocolate, cappuccino, etc.) flows through a nozzle into the cup.
At the end of the cycle, the second solenoid valve closes and exhausts the remaining hot water under over-pressure from the third way into the collecting tank. Then the first solenoid valve closes and water under pressure inside the actuator exhausts from the third way into the tank.
The actuator returns into its rest position under the effect of the spring. Selecting a different control means that the system only delivers hot water. a two-way solenoid valve connected directly to the boiler intercepts hot water and pours it directly into the cup through a different nozzle.
The types of solenoid valves typically used in this application are:

Solenoid valves used in industrial ironing boards
Integrated industrial ironing boards for the final finishing of clothing. The appliance contains an iron, vacuum blow table and sleeve form board.
Ironing boards, utility presses and spotting tables make up an ironing group for various operators. Each machine can operate alone or connect to a steam, vacuum and compressed air set.

The system exploits steam to ease the ironing of clothing.
The iron is equipped with a push-button control that supplies steam on the cloth when pressed.
The solenoid valve on the ironing board controls the steam that an electric boiler produces and sends it to the iron when the operator pushes the button control.
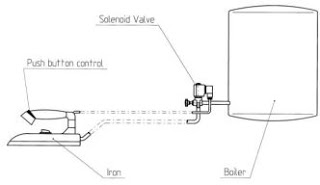
The solenoid valve comes with a flow regulator (screw or knob) that enables the operator to regulate quantity and pressure of steam to apply on the garment being the machine in currently ironing.
There are three solenoid valve variants that would be suitable for this application:
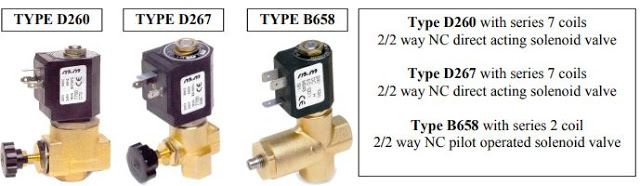
A solenoid valve capable of withstanding many cycles every day is a requirement for this application.
The three types we recommend are all compatible with the requested application but have different features.
Valve D260 has a very large orifice (6 mm) but the maximum pressure is 5 bar - 150° C. Valve D267 has an orifice of 3 mm or lower but can reach 180° C -10 bar; the standard seal is Rulon and the coil is class H, therefore it is suitable for exacting industrial applications.
Solenoid valves in car washing systems
Self-service car washing systems are an innovation in the car washing field; they are self-service washing areas for cleaning vehicles like scooters, motorcycles, camper vans, caravans, small boats and all-terrain vehicles that traditional car washing systems, with brushes, cannot clean.

The system delivers high-pressure water mixed with wax, detergent and car washing foam through a lance and a brush.
The user selects a cleaning cycle on the control panel and cleans the vehicle using two basic tools: a lance and a brush.
While washing process is occurring, the brush pours liquid detergent to remove dirt. During the shampooing cycle, two solenoid valves let cold and hot water into the circuit.
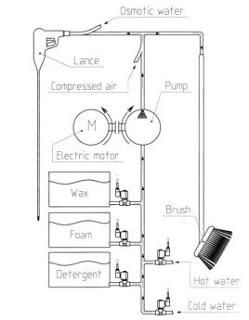
Three more solenoid valves inside the circuit intercept liquid detergent, foam and wax respectively and mix them with water.
An electromechanical pump sucks up the mixture by depression and lets it back into the circuit at 80 bar. Before reaching the brush, the liquid mixes with air.
The lance is a washing gun shooting either water or shampoo under pressure, according to the selected cleaning cycle.
Usually, water used for rinsing is softened and osmotic, a treatment that prevents white limescale from staining the vehicle.
The solenoid valve suitable for this application is:

In this application, it carries out various functions. The body is Nickel coated so as to protect brass against corrosion when detergents flow through it.
Solenoid valves used in dryers
In their typical application, air dryers are suitable for removing the condensate in compressed air installations.

Compressed air produced by compressors contains a large quantity of steam that can condensate and provoke important damages in the equipment utilizing it.
In the most common applications, the final cooler eliminates about 70% of water, whereas for the remaining 30% only an air dryer is effective.
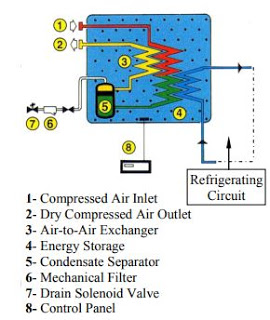
The diagram below shows a typical installation of an air dryer in an industrial system for air treatment: (1) Air Compressor; (2) Cooler;(3) Separator; (4) Tank; (5) By-pass Valve; (6) Dryer.
Inside an air-to-air exchanger, compressed air going into the system is precooled by dried compressed air coming from an evaporator. Then the evaporating frigorific medium (freon) cools the compressed air to Dewpoint. This happens inside the evaporator.
The condensate produced during the cooling process is set apart and drained. The air-to-air exchanger heats the compressed air before it leaves the system.
The refrigerating circuit produces cold needed to cool compressed air to Dew Point (2°C-3°C). Cold produced by the refrigerating system adjusts to the temperature and flow rate changes of compressed air thanks to a by-pass valve with “hot gas”.
The valve prevents the temperature in the evaporator from going down and consequently the condensate from freezing.
A level sensor, that connects to the control panel, controls the level of condensate in the tank.
The control panel operates a solenoid valve so that only the condensate produced is drained.
So are useless and expensive losses of compressed air avoided. A warning light notifies problems in the exhaust system.
The solenoid valve used in this application is:
The recommended valve combines small dimensions and performances suitable for use with compressed air (0-15 Bar).
Since this is a direct acting valve with a rather small orifice (2,2 mm) it should be fitted with a filter to prevent condensate from clogging the valve.
Important: The use of a timer operated solenoid valve competes with a more refined and much more expensive system based on a zero loss timed electronic drain with no waste of compressed air.
Solenoid valves in electronic mixers
Equipment for supplying water without hand contact. By moving the hands in the infrared area of taps or approaching shower and urinal systems, water will flow.
The use of electronic mixers is compulsory in places requiring special precautions, such as hospitals and public places.
Furthermore, this application will get a reduction of consumptions due to the fact that the water supply stops automatically a few seconds after use.
The system is based on an optical sensor (photocell) producing an infrared beam of light.
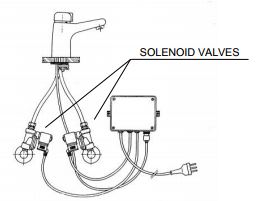
The presence of a body can interrupt the beam. When this happens, the sensor will send an electric impulse to the control unit. This, in turn, will electrically operate the two solenoid valves.
The valves connect to the hydraulic system and deliver hot and cold water. Thanks to a mixer, the water temperature is properly regulated.
The solenoid valve suitable for this application is:
This application requires a remarkable flow rate.
Therefore the choice of a pilot operated solenoid valve in place of a direct acting valve is justified by a very large nominal diameter (13 mm).
In addition, the recommended valve undergoes a Niploy coating process to withstand outdoor deterioration caused by the atmosphere in places like urinals.
Solenoid valves in floor washing machines
Household appliance for automatically cleaning floors, suitable for industrial use. The cleaning system consists of a rotating brush rubbing the floor.

The appliance is equipped with a tank containing water and detergent. When the operator presses a button it will release both onto the brush.
The solenoid valve allows water and detergent to flow from the tank to the rotating brush. The valve max working pressure is close to zero because fluids contained in the tank are at atmospheric pressure.
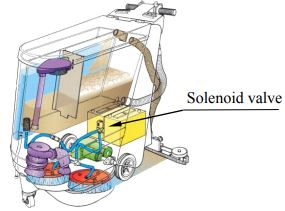
A button on the machine console electrically operates the solenoid valve.
The solenoid valves used in this application are:

Water is not under pressure, therefore, a 2/2 way direct acting vending valve is suitable for this application.
The valves proposed above have a simple construction and a very large nominal diameter, (11mm) for the brass construction and (13 mm) for the plastic construction. A brass body is advisable for this application. This is due to the possibility of exposing the valve to strokes while in use.
The brass body is the female GAS connection, whereas the polysulphone body has a hose tail connection (inlet 17.5 mm fitted with 3/8”, outlet 16.5 mm).
While developing the project it is important to make sure that the valve is not under stress conditions. Some customers like the 45° inclination of the outlet of the plastic body, which eliminates an angle.
In addition, the plastic version has an exhaust hose tail suitable for applications with beverages. Which needs to capping for this application.
Solenoid valves in foam makers
Farm machines use foam markers to bound the ground that they need to process. They are fit to weeding machines, manure spreaders and sewing machines to prevent some areas from overlapping or not being treated.
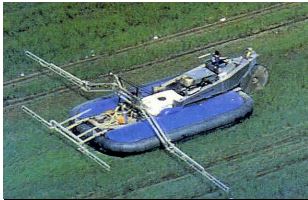
The system mixes a foaming agent with air, thus generating bubbles of white foam that fall to the ground at regular intervals. This marks areas that have already been through the process.
The compressor sends compressed air to the tank containing the foaming agent, which passes to the dispenser under the effect of pressure.
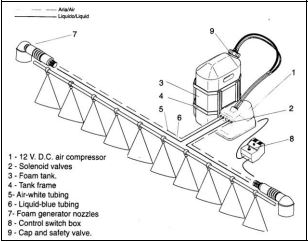
This application uses four solenoid valves in total. Two for the foaming agent and two for air. The solenoids are on the dispenser and they operate through an electrical control and allow medium and air under pressure to pass through their pipes.
The machines generate foam bubbles at the end of the process. This is due to air mixing with the foaming agent and ejecting through the nozzles.
the types of solenoid valves used in this application are:
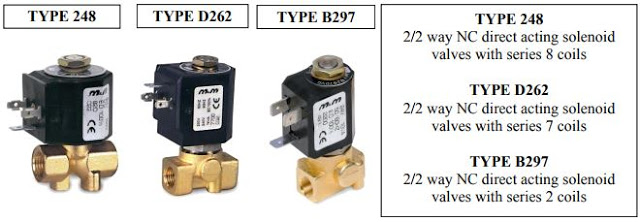
The three valves proposed are all suitable for this application. The best compromise, however, is type 248 because:
- of its smaller overall dimensions and greater solidity as compared to type B297
- the power of series 8 coils is between series 2 and series 7
Solenoid valves in hydro saunas
Space designed for body treatment.
It combines all the functions of the bath and shower areas in a single structure. Hydromassage, hydroshower, lymph drainage, plantar massage and also a steam sauna can be set by a control panel.

The panel needs installing inside the cabin. This will allow the user to choose among various combinations and functions, including adjusting temperature and time.
Besides having accessories like stereo radio, telephone and clock, the multifunction showers possess safety and hygiene systems like automatic disinfection and drain system.
The solenoid valve connected to the exhaust carries out the automatic function of the drain system: at the end of each program, the control panel operates the solenoid valve, which lets out the water inside the bath.
An automatic cleaning follows the outflow. This cleaning removes any stagnation or deposits of water in the system, this also prevents limestone from forming.
The type of solenoid valve used in this application is:
The solenoid valve recommended for this application is a vending valve because the exhaust is not under pressure.
Solenoid valves used in a kit for sewing machines
Equipment suitable for weed killing. It attaches to sewing machines led by farm tractors and distributes liquids on the ground during the sowing process.

The electropump centrifugates the liquid from the tank and a blade spreader, which is at the back of the machine (with a 120° inclination) sprays it on the ground.
An electronic control operates the solenoid valves and the electropump, in three different stages.
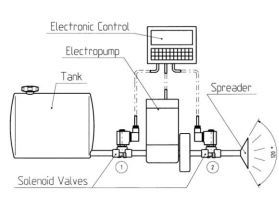
In the first stage, the electropump operates.
The solenoid valves letting the liquid into the spinning electropump (starting working stage) then operate.
The third stage anticipates the closing of the first solenoid valve and allows the electropump to drain the liquid remaining at the end of the process.
The solenoid valve used in this application is:
This application requires a steady delivery of liquid under pressure (5 bar). If a pilot operated solenoid valve was used in this application, the weedkilling liquids would clog the nozzle of the diaphragm.
Therefore a 2-way direct acting solenoid valve is what we recommend. The valve we recommend also has a 4 mm main orifice (the largest orifice that can satisfy the requirements).
The Viton seal is suitable for controlling weedkilling liquids (pesticides, herbicides, fungicides, insecticides).
The supply of the farm tractor cab makes it necessary to use the valve with a 12V DC coil.
Solenoid valves used in media perparators
Automatic equipment for preparing Agar, a sterile nutritive soil used to grow bacteria.

Agar is used in microbiological analyses of drugs, cosmetics and food. Food contamination by pathogenic micro-organisms is one of the major problems in the food industry. Biochemical analyses detect contaminations in a short time.
Samples of products will need filtering and also need distributing onto Petri plates containing nutritive soil favouring the reproduction of bacteria.
When reproduction does not take place at the select times, the product will be ok for marketing.
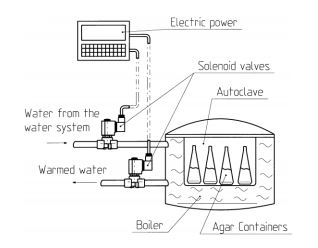
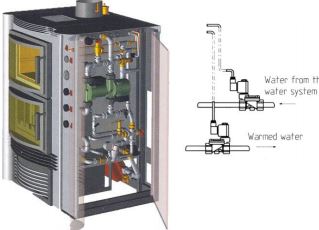
The media preparator carries out various operations. Mixing, warming, sterilizing and cooling, take place in a single container, where it also adds thermolabile substances.
A head control panel operates the two solenoid valves that are in the sterilization circuit. The first solenoid valve takes cold water from the water system and lets it into the system.
When Agar has been on the plates for growing bacteria, the second solenoid valve exhausts warm water (the water gets warm during the application).
The type of solenoid valve used in this application is:
The type of solenoid valve recommended for this application is quite robust and also has a 5.5 mm main orifice.
This large orifice ensures an extremely high flow rate with a performance of 3.5 bar, more than enough to manage the pressure of water from the water system, usually delivered between 2 and 3 bar.
Solenoid valves used in thermoconvector ovens - steam
A professionally mixed oven is a triple oven combining forced convection and steam cooking.

Steam instantly generates in the pre-cooking chamber; uniformity of cooking is favoured by the forced ventilation and the slight overpressure obtained in the airtight chamber.
In the combined mode the quality of cooking is improved by the automatic control of the quantity of steam let into the chamber.
The control panel guarantees precise working temperatures and allows to check the temperature of the product by a core drill
The steam circuit includes a steam generator overheating water taken from the supply system.
The system then allows water, in the form of steam, into the cooking chamber. The function of the solenoid valve is to exhaust the tank collecting the condensation.
When the oven is on, the electronic panel energises the solenoid valve and closes the exhaust hermetically.
At the end of the cooking cycle, the oven is turned off and the solenoid valve de-energises. It opens the exhaust from the tank so that condensate that has been accumulating during cooking is drained off.
The types of solenoid valves used in this application are:
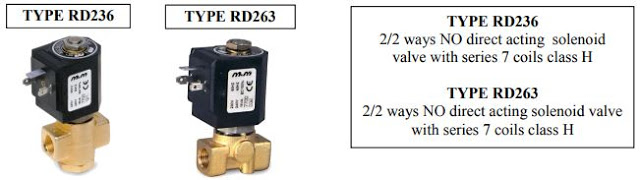
For this application, we recommend a normally open direct acting solenoid valve because it works only when the oven is on.
Since the solenoid valve remains operating most of the day, a robust model and a class H coil are some of the requirements. The latter design is to better resist heat that the electric power generates.
The flow rate is unimportant because the maximum capacity of the collecting tank is 1 litre and the pressure is close to zero.
Solenoid valves in thermoelectric heaters
Thermoelectric heaters combine the principles of fireplaces, boilers and heaters.

As a matter of fact, they are a heating source for the whole house through the radiators placed in the various rooms and produce hot water for sanitary fixtures like modern boilers. In addition, they can barbecue, bake, grill and roast at the same time.
The system exploits heat generated by the combustion of wood or gas to warm water and distribute it to the various household fixtures.
Two solenoid valves connect to the hydraulic system of sanitary water. With the former cold water is taken from the water supply and let into the circuit of the thermoelectric heater.
Water flowing close to the smoke exhaust warms up. Then the second solenoid valve controls it and distributes it to the sanitary fixtures (bathrooms, kitchen) in the house.
The type of solenoid valve used in this application is:
A remarkable flow rate is a requirement for this application. Therefore the choice of a pilot operated solenoid valve rather than a direct acting solenoid valve is justifiable because of the very large passage.
The recommended valve is a standard type for use with water with an NBR seal.
Solenoid valves used in water meters
Water meters are electromechanical appliances allowing the supply of a predefined quantity of water to an equipment placed below.

Applications are various; the most important is in the food industry. In ovens for baking bread or pasta, water meters supply the exact quantity of water when the dough is kneaded.
Water meters come with analogue or digital readers.
The water meter has the function to measure the quantity of a liquid flowing through it.
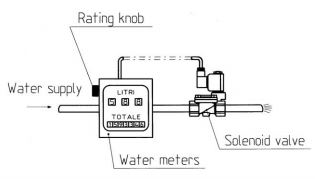
A predefined rating is set by using a knot. When it reaches this set point, the water meter sends an electric signal to the solenoid valve, which closes, thus stopping the supply of the liquid.
The type of solenoid valve used in this application is:
Solenoid valves for this application are usually pilot operated, in order to have a larger flow rate.
When water is not from the water system but from a tank, the pressure is very low. Therefore it is necessary to make use of pilot operated solenoid valves with assisted lift. These work with a minimum working pressure equal to zero.
Solenoid valves in exposure units
The design of exposure units is for printing and silk-screening, they are suitable for exposing pre-sensitised aluminium plates.
The machine works on images imprinted on films and is also reproduced on the plate.
An operator mans this machine by laying the plate on the carpet and, after closing the glass-holding frame, pushes the start button on the control panel.
The exposure unit is equipped with a microprocessor to carry out the complete working schedule automatically: preheating of the lamp, pre-vacuum, vacuum, selection of the lamp power, main and secondary exposure, masking, switch-off of the lamp, re-establishment of the pressure.
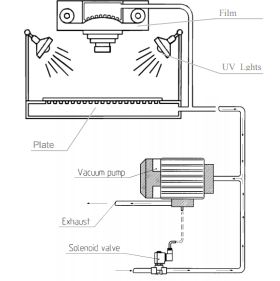
The solenoid valve and the vacuum pump are responsible for the cycle of creating a vacuum inside the unit.
When the pump is on it energises the solenoid valve and closes the circuit keeping vacuum inside the unit.
At the end of the exposure, the pump stops and de-energises the solenoid valve. This opens the circuit to the outside and thus restoring the atmospheric pressure inside the unit.
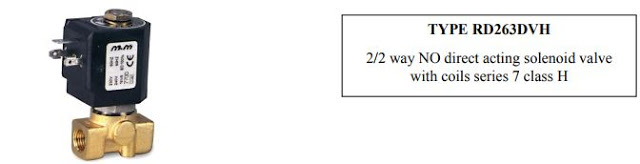
The type of solenoid valve that would be suitable for this application:
Solenoid valves in vacuum packers
Another Vacuum application that our solenoid valves have been in is a packer.
A Vacuum packer, vacuum packs food in a different environment. This would be useful for supermarkets or butchers.
Food is vacuum packed to prolong its preservation.
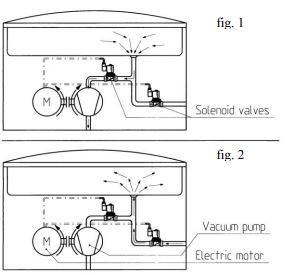
The transparent bell blocks foodstuffs inside the plastic bags. The bell lowers and the vacuum cycle starts when via a button press.
A pump sucks up the air inside the chamber, as the arrows in (fig.1) show. Vacuum is generated and the plastic bag sticks to the product; an edge of the bag is then sealed.
The atmospheric pressure restores in the packing chamber when the operation is over (fig.2) and the bell opens.
Two solenoid valves are in this application for the vacuum cycle. The former allows the pump to suck up air from the chamber and keep the vacuum in the room when the sucking up operation is over.
The latter restores the atmospheric pressure after the sealing of packaging.
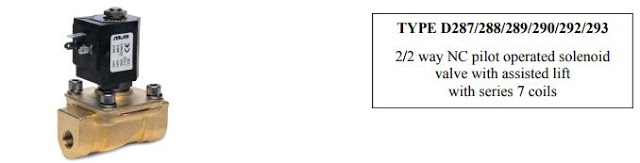
The type of solenoid valve that would suitable for this application is:
Solenoid valves in refrigerant loading systems
A refrigerant loading system is for replacing refrigerant gas in refrigeration systems.
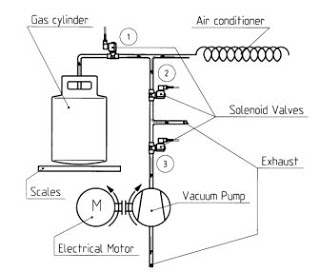
The unit will carry out a vacuum cycle followed by a loading cycle; it automatically checks vacuum signalling even for small leaks in the system, then quickly loads the refrigerant without the risk of a mistake.
The system design incorporates three NC solenoid valves. (1) for loading the refrigerant, (2) on the vacuum line, (3) in the intake line of the vacuum pump (vacuum test). In the vacuum cycle solenoid valves, 2 & 3 open and the pump takes in remnant gases from the air conditioner and lets them into a disposal container.
Once the vacuum cycle is over, solenoid valves 2 & 3 close, the pump stops and the solenoid valve 1 opens. Now the loading cycle begins and the refrigerant flows from the cylinder into the circuit of the air conditioner. This also happens under the effect of vacuum.
Thanks to the electronic scales the system will load the exact quantity of gas that had been previously taken.
The type of solenoid valve that would be suitable for this application is:

Solenoid valves in vacuum pumps
Vacuum pumps are devices that convey a defined volume of air from the suction to the exhaust areas, creating depression.
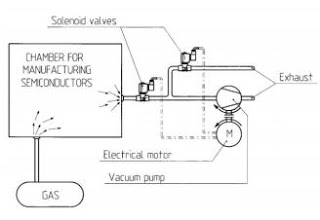
Electromechanical vacuum pumps usually operate on continuous duty. Two solenoid valves, on the side of the vacuum, control the level of vacuum.
For example, in manufacturing semiconductors this system allows to stop the suction of air from the working chamber and divert it to a secondary way, thus keeping the requested vacuum conditions inside the chamber.
In applications like this where the production of printed circuits requires a controlled atmosphere. Therefore an inert gas is used.
The gas enters the chamber per decompression. Therefore the system herewith described performs a safety function as well, preventing the gas from leaking outside.
The types of solenoid valves that would be suitable for this application are:
Process Solenoid valves
Solenoid valves are simple and effective electrically operated valves to control liquid, gas or steam. Solenoid valves have many uses, from controlling compressed air to operate pneumatic equipment, controlling high-pressure oil to operate hydraulic equipment.
A solenoid valve that controls the actual media would generally be a process valve.
A solenoid valve is suitable for a wide range of environments to control a multitude of media. The important consideration is that we select the correct solenoid valve.
Ambient temperatures can range from sub-zero conditions such as in a refrigeration unit to desert-like conditions. We must consider the pressure parameters, the media temperature ranges, the frequency of operation, they may even be used in a highly explosive environment like a flour mill or an environment containing combustible gasses. Selecting the right valve for the application requires a great level of skill and experience.
In order to select the correct solenoid valve for an application, we would need to collect all the technical data, such as the media, the pressure, the differential pressure, the temperature, the voltage available, the environment, the frequency of operation.
All of these factors would affect which solenoid valve is selected.
The basic principals of a solenoid valve.
The principal of a solenoid valve uses a copper wound coil over an armature housing a fixed core and a moving core. When the coil electrically energises the moving core attracts to the fixed core.
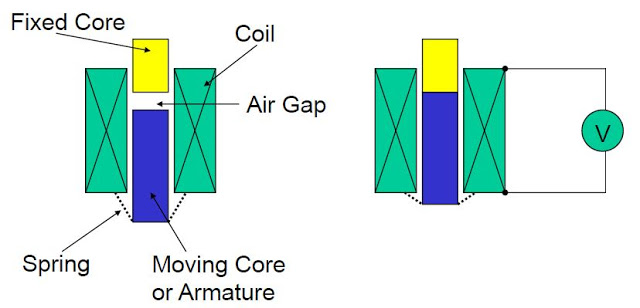
When a coil energises, the armature attracts to the fixed core, the spring compresses and the valve opens allowing flow. Lifting the armature to the fixed core consumes more power than holding the armature, this is referred to as the inrush and holding power. The inrush is the power required to lift the armature and the holding is the power required to hold the armature in place.
The armature is made of a specific grade of stainless steel,1.4105 EN (AISI 430F). This grade of steel is magnetic and also suitably erosion resistant.
We recommend a solenoid valve under any of the following conditions:
- There is a media without dirt particles.
- The flow volumes are at a moderate rate.
- There is an average differential pressure.
- The operation is running at a high speed.
- The media's viscosity is not higher than 21 cST (3°E).
V-Flow supply three variations of process solenoid valves:
- A direct acting solenoid valve
- A pilot operated solenoid valve
- A pilot operated solenoid valve with assisted lift
*(NC = Normally closed, NO = Normally open)
**(2/2 way = valve has two connections, only two positions open or closed. 3/2 way = valve has three connections and 2 passage flows.)
A direct acting solenoid valve
*(NC or NO)
**(2/2 or 3/2 way)

A direct acting solenoid valve uses a coil and armature centred on the valve. The seal mechanically connects to the armature. The seal can be produced from a wide range of materials and selected depending on the application, this means that the seal can be manufactured to withstand certain pressures, temperatures or chemical attributes. The armature is made of stainless steel grade 1.4105 EN 10088 (AISI 430F). There is a spring which holds the armature in its de-energised state.
The valve can be either NC and NO. An NC variant means the valves original position is closed, the armature is sealing the valve. When the coil electrically energises, it overcomes the force of the spring, and the valve opens. When the armature, and seal, lift away from the orifice, the media will begin to flow through the valve. Magnetic force will hold the armature in position.
When the coil de-energises, the armature releases from the fixed core and returns to its original position. When the armature re-seats, the seal will close the valve.
The direct acting solenoid valve does not require differential pressure to function as it operates purely by the coil power.
A direct acting solenoid valve has an average response time of 5÷25 ms.
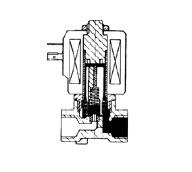
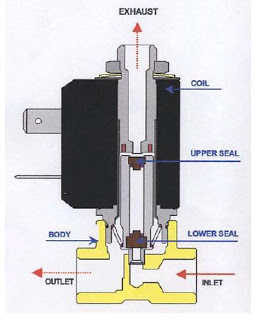
Another variation of this valve would be a 3/2-way direct acting solenoid valve. This functions in a very similar way to the 2/2 valve. One variation implements an exhaust through the fixed core. There is a seal on both the top and bottom of the plunger, this will allow flow to or from the body seat or exhaust seat depending on the configuration.
Pilot operated solenoid valve
*(NC or NO)
*(2/2 way)

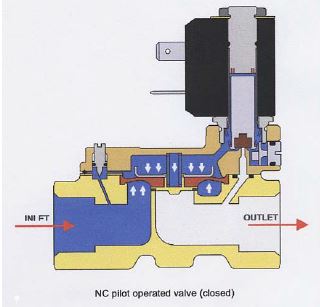
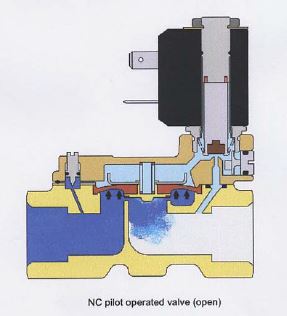
A pilot operated solenoid valve is similar in operation to a direct acting solenoid valve, however the pilot operated solenoid valve is acting upon a pilot orifice rather than the main orifice. The solenoid here has no direct impact upon the main orifice, rather than lifting and replacing the seal, like with a direct acting solenoid, a pilot operated will seal a pilot orifice to keep the inlet pressure from escaping into the outlet.
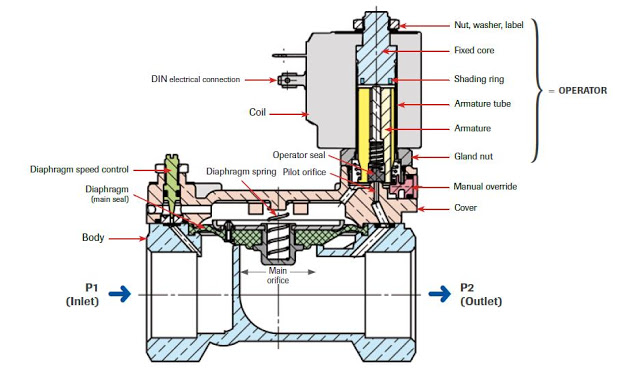
This type of solenoid valve requires a differential pressure from inlet to outlet. This is because the diaphragm seals with the inlet pressure. There is a spring acting on the main diaphragm however the pressure from the inlet will be the main factor in keeping the valve sealed. When the coil energises the armature attracts to the fixed core, releasing the seal from the valve. The pressure which was trapped above the diaphragm will now be able to escape through the pilot orifice and into the outlet. As the pressure comes into the outlet it will push upwards against the main seal and this will cause the valve to open, allowing flow.
When the coil de-energises, the pilot orifice will seal again, this will stop the pressure flowing through and will trap it above the main diaphragm once again. When this happens, the seal will be push back onto the seat, closing the valve.
The reason this valve can work is because of the differential pressure from the inlet and outlet. Without this differential pressure, the valve would not be able to function. This means, for example, that a pilot operated solenoid valve would not be able to work in a boiler system where the pressure is consistent throughout the entire system. This valve would be suitable for operations in mains water. Mains water is pressurised between 4-6 BAR, it also does not contain any particles. This valve offers excellent flow rates for this application.
Differential Pressure
As mentioned before the pilot operated solenoid valve requires a differential pressure range to function. The minimum amount of pressure must be between 0.3 and 1 BAR, depending on the size of the valve. The orifice of the valve is small and so any particles in the media could damage or disrupt the operation of the valve. So only media without any particles can run through this valve.
Pilot operated solenoid valves are available in both NC and NO configurations. This means the valve is suitable for a multitude of different applications providing the specifications and environment is correct.
This valve has an average response time of 50÷500 ms.
Pilot operated solenoid valve with assisted lift
*(NC)
**(2/2 Way)

A pilot operated solenoid valve with assisted lift is a combination of both the direct acting solenoid valve and the pilot operated solenoid valve.
The pilot operated solenoid valve with assisted lift has the armature, which mechanically connects to the diaphragm, and coil centred on the valve. When the media is running at low pressure the valve will operate via the coil, raising the diaphragm by energising the coil and lifting the armature to the fixed core. When the pressure flowing through the valve is at an optimal rate, the pressure will assist in lifting the diaphragm.
This means that the valve will only be capable of full flow at high pressures.
Pilot operated solenoid valves with assisted lift can operate with no pressure differential, because of the use of the solenoid on the main diaphragm, however, they are not available in a normally open configuration.
A typical application of a pilot operated solenoid valve with assisted lift would be within a diesel fuel supply. Generally, a header tank will supply diesel fuel, meaning that the fuel may not be at a sufficient pressure to operate a standard pilot operated valve. This is where an assisted lift pilot operated solenoid valve should be used. We recommend Viton seals for this application.
This valve could also be suitable for a low-pressure water system, or a system where pressures fluctuate and may drop to zero. Also useful for, a system where back pressure can increase resulting in a very low-pressure differential across the valve. As mentioned before this valve does not require a pressure differential to operate.
The average response time of this valve is 50÷500 ms.
Optional features that we can add to M&M solenoid valves:
Manual override:
We can supply Normally closed direct acting and pilot operated solenoid valves with a manual override which allows the valves to open independent of electrical current.
How this works:
inside the valve, below the armature, there is a CAM. When the CAM rotates, it lifts the armature, opening the valve.
Waterhammer control:
We can supply Pilot operated solenoid valves with a system that has the ability to regulate the closing speed of the diaphragm in order to control waterhammer.
(An increase in flow pressure through a previously empty valve is the cause of Waterhammer).
The anti waterhammer device is a needle valve. This is inside the valve body. By rotating the needle valve clockwise the needle valve restricts the orifice reducing the flow rate, thus slowing the closing speed of the diaphragm.
You can view the M&M International UK range of Solenoid Valves here.